在3D打印技术蓬勃发展的当下,如何对打印出的复杂结构进行精细后处理,成为提升产品质量的关键。其中,3D打印内孔的表面处理极具挑战,而磨粒流抛光技术凭借独特优势,成为优化内孔表面质量的有效手段。


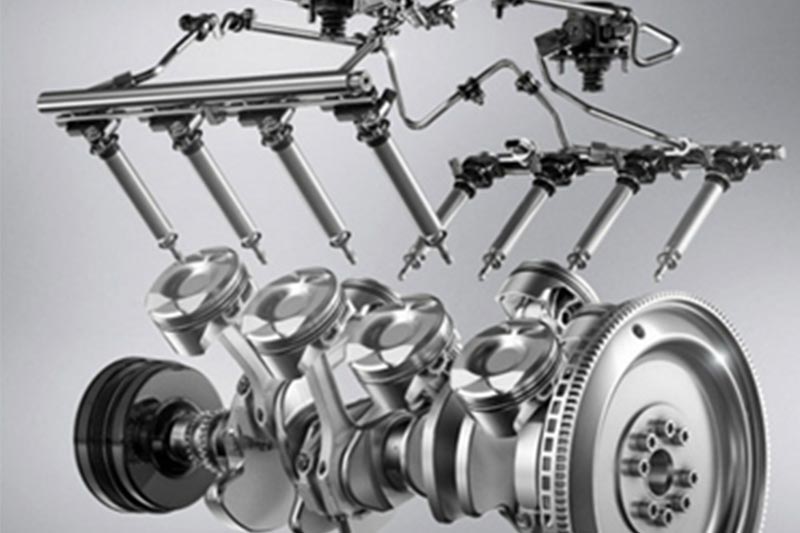
喷油嘴及阀组的微孔磨粒流抛光设备是一种专门用于精密加工的设备,主要用于对喷油嘴和阀组等复杂零件的微孔进行抛光处理。该设备采用磨粒流技术,通过高压磨料流体的流动,对工件表面进行均匀的研磨和抛光,从而达到提高表面光洁度和精度的目的。 该设备通常由以下几个主要部分组成: 磨料供给系统:用于储存和输送磨料。 压力控制系统:用于调节和控制磨料流体的压力。 磨料流道:引导磨料流体流向工件表面。 工件夹具:用于固定和定位工件。 控制系统:用于控制设备的运行参数和加工过程。 使用该设备进行抛光处理时,首先将工件固定在夹具上,然后启动设备,磨料流体在高压作用下通过磨料流道流向工件表面,对微孔进行研磨和抛光。加工完成后,设备会自动停止,并排出磨料流体。 该设备具有以下优点: 加工精度高:能够对微孔进行精密抛光,提高表面光洁度。 适用范围广:适用于各种复杂形状和材质的工件。 自动化程度高:能够实现自动化加工,提高生产效率。 环保性好:磨料流体可循环使用,减少环境污染。 总之,喷油嘴及阀组的微孔磨粒流抛光设备是一种高效、精密的加工设备,广泛应用于航空航天、汽车制造等领域。
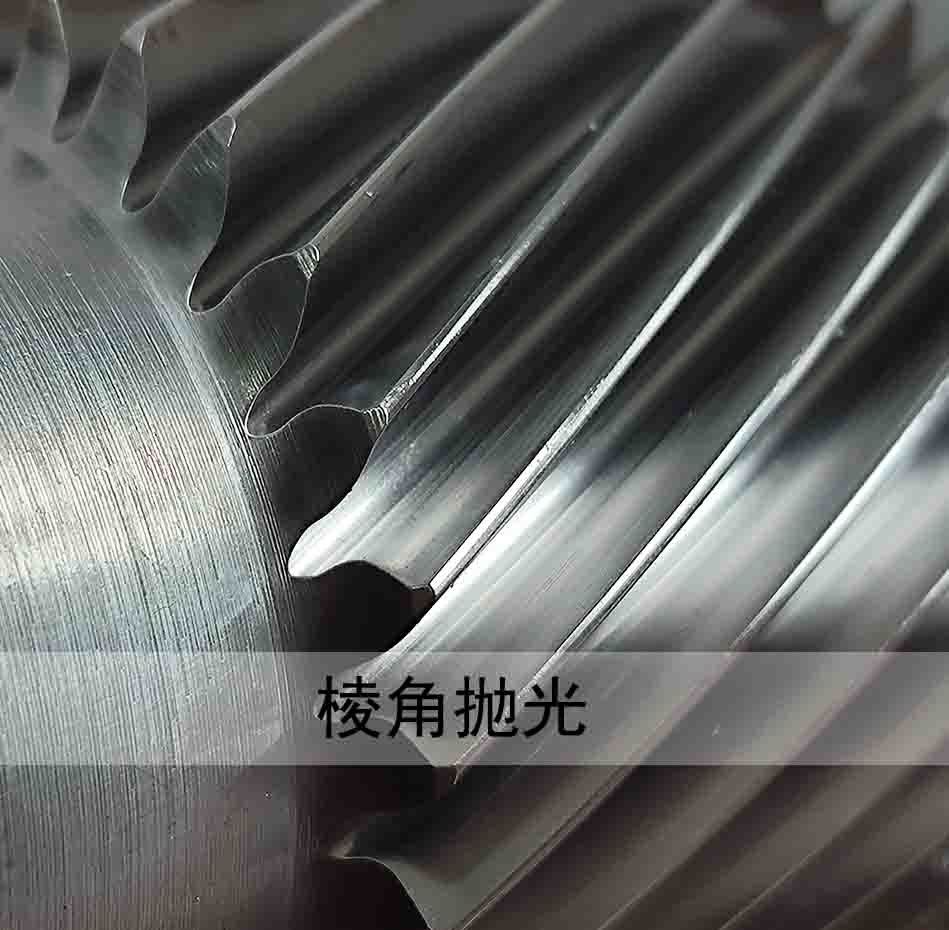
磨粒流细孔抛光工艺是一种利用磨粒流在细孔内进行抛光的技术。该工艺通过将磨料与流体混合,形成具有一定粘度的磨粒流,然后将其注入到待抛光的细孔中。磨粒流在压力作用下通过细孔时,磨料颗粒会对孔壁进行微切削和研磨,从而去除表面粗糙度和毛刺,达到抛光的效果。 该工艺具有以下优点: 1.能够对复杂形状和微小孔径的工件进行抛光; 2.抛光效果均匀,能够显著提高表面光洁度; 3.适用于多种材料,包括金属、陶瓷和塑料等。 磨粒流细孔抛光工艺在航空航天、汽车制造、医疗器械等领域有广泛应用。

阀套交叉孔去毛刺是汽车零配件制造过程中的一项关键工艺。在汽车发动机阀套的生产中,交叉孔的内壁往往会产生毛刺,这些毛刺不仅影响零件的装配精度,还可能对发动机的性能造成负面影响。因此,去除这些毛刺并确保交叉孔内壁的光滑度是至关重要的。 磨粒流技术作为一种先进的抛光方法,近年来在汽车零配件制造领域得到了广泛应用。该技术通过将磨粒与流体混合,形成磨粒流,利用其流动性和磨削力对零件表面进行抛光。在阀套交叉孔去毛刺的应用中,磨粒流能够深入到交叉孔的各个角落,均匀地去除内壁上的毛刺,同时对孔壁进行精细抛光,从而达到提高零件表面光洁度和尺寸精度的目的。 磨粒流抛光技术的优势在于其高效性和一致性。与传统的手工去毛刺或机械加工方法相比,磨粒流技术不仅提高了生产效率,还减少了人为操作的不确定性,确保了抛光质量的稳定性和重复性。此外,磨粒流抛光对环境友好,不会产生有害的粉尘或废料,符合现代制造业对环保的要求。 在实际应用中,磨粒流抛光技术可以针对不同材料和不同形状的阀套交叉孔进行定制化处理。通过调整磨粒的类型、粒度以及流体的流速和压力,可以实现对不同规格阀套的精确抛光。这种灵活性使得磨粒流技术在汽车零配件制造中具有广泛的应用前景。 总之,磨粒流技术在汽车零配件抛光中的应用,特别是针对阀套交叉孔去毛刺的处理,不仅提高了零件的加工质量,还优化了生产流程,降低了成本,是现代汽车制造业中不可或缺的技术之一。随着技术的不断进步和应用领域的拓展,磨粒流技术将在未来汽车零配件制造中扮演更加重要的角色。